Nazivni tlak hidravličnega cilindra ni nastavljen poljubno. Izčrpno je izračunana na podlagi meje tečenja materiala cilindričnega soda, strukture debeline stene in meje nosilnosti tesnil. Nazivni tlak standardnih splošnih modelov je 16 MPa kot osnovna konstrukcijska vrednost.
Ta parameter se ujema z mejo varne nosilnosti navadnih cilindričnih cevi iz ogljikovega jekla, standardnih poliuretanskih tesnil in običajnih vodilnih struktur ter služi tudi kot najpogostejši izbirni standard za hidravlične sisteme gradbenih strojev in priklopnikov. Pri dejanskem delovanju je dovoljeno, da trenutni udarni tlak za kratek čas preseže nazivni tlak, medtem ko dolgotrajni neprekinjeni delovni tlak ne sme preseči 85 % nazivne vrednosti. To je osnovno načelo zasnove za preprečevanje notranjega puščanja, pospešenega staranja tesnila in deformacije cevi cilindra.
V dolgotrajnih pogojih previsokega tlaka bo notranja stena valja valja povzročila rahlo elastično deformacijo in ustrezna reža med vodilno pušo in batnico se bo premaknila, kar bo poškodovalo prvotno natančno toleranco 0,02–0,03 mm.
S povečano režo se bočni tok hidravličnega olja okrepi in batni obroček nosi neenakomerno silo, kar vodi do postopne delne obrabe. V poznejši fazi se bodo pojavile običajne napake, kot so notranje puščanje, nezadostna dvižna sila in hitro poravnavanje obremenitve, ki so tudi glavni vzroki pogostih hidravličnih okvar opreme na kraju samem.
Temperatura okolice 20 ℃–30 ℃ je optimalno območje ujemanja za oblikovanje tesnilnega materiala. Tesnila iz poliuretanske in nitrilne gume ohranjajo standardne vrednosti trdote, elastičnega stiskanja in odpornosti na olje.
Pod tem pogojem se tesnilna ustnica enakomerno prilega steni cilindra in ohranja konstantno prednapetost ter dolgo časa ohranja stabilno delovanje oljnega tesnjenja brez nenormalne obrabe in deformacij.
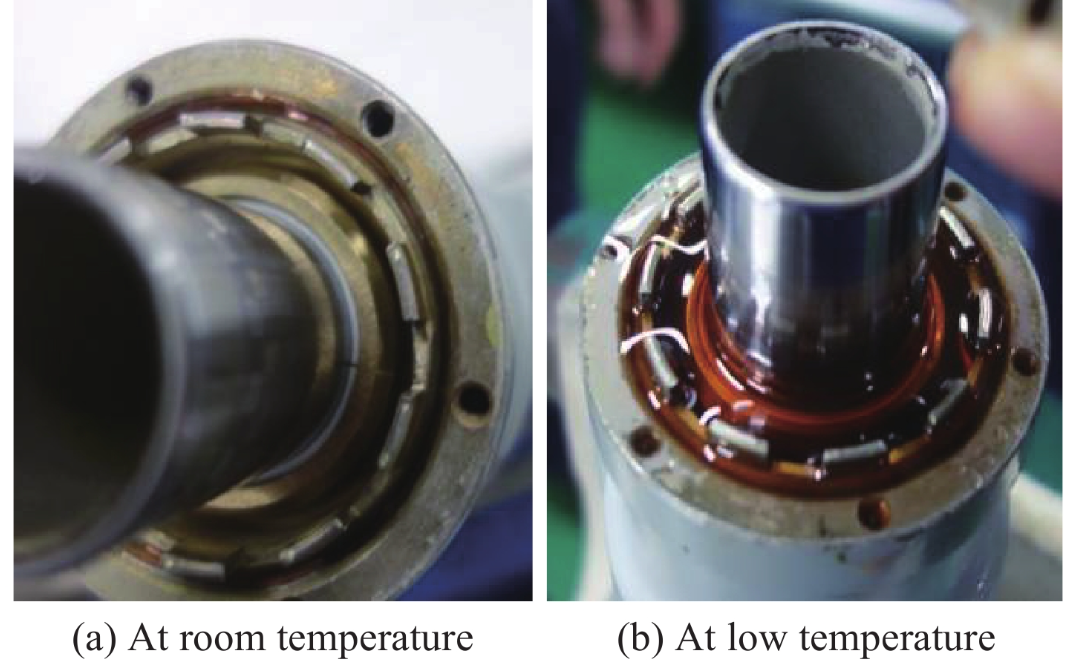
Ko temperatura pade pod -15 ℃, se molekularna aktivnost tesnilnih materialov zmanjša z večjo trdoto in manjšo žilavostjo. Fleksibilnost prileganja tesnilnega roba postane slaba in ne more prilagodljivo nadomestiti drobnih rež, kar je glavni vzrok za nizkotemperaturno puščanje.
Dolgotrajno delovanje nad 40 ℃ bo pospešilo oksidacijo hidravličnega olja in povzročilo koloidne nečistoče. Medtem se tesnila starajo in hitreje strdijo z zmanjšano elastičnostjo, kar povzroča postopno neprekinjeno rahlo puščanje in vpliva na splošno stabilnost delovanja.
Galvanizacija s trdim kromom na batnicah je standardni postopek zaščite v industriji. Za uradne izdelke množične proizvodnje je debelina prevleke strogo nadzorovana v območju 0,08 mm–0,12 mm.
Pretanka prevleka ne zagotavlja ustrezne odpornosti proti trenju peska in koroziji, kar povzroči praske in rjaste madeže v kratkem času pri zunanjih delovnih pogojih. Preveč debela prevleka bo povečala notranjo površinsko napetost in povzročila luščenje, poškodovalo gladkost površine in pospešilo obrabo tesnila.

Površinska hrapavost končnih batnic je nadzorovana pri Ra0,2–Ra0,4 μm. Ta natančnost ustreza zahtevam teleskopskega gibanja z nizkim trenjem in preprečuje praskanje tesnilnega roba, ki ga povzročajo mikro robovi na površini.
Preveč visoka hrapavost bo stalno obrabljala tesnilo zaradi mikroskopskih izboklin; medtem ko preveč gladka površina zmanjšuje zmogljivost shranjevanja olja in otežuje oblikovanje stabilnega oljnega filma, kar povečuje tveganje suhega trenja in skrajšuje življenjsko dobo tesnilnih komponent.
Večstopenjski hidravlični cilindri imajo inherentne strukturne razlike v gibu, efektivni površini delovanja in premeru prehoda olja vsake stopnje. Modeli brez zasnove sinhrone optimizacije bodo povzročili odstopanje položaja med teleskopskim delovanjem s polnim hodom.
Koaksialnost obdelave, zračnost vodilnega tulca in porazdelitev pretoka olja so trije ključni procesni dejavniki, ki določajo natančnost sinhronizacije večstopenjskih valjev.
Vgrajene dušilne strukture medpomnilnika na obeh koncihhidravlični cilindrizmanjšajte pretok hidravličnega olja na koncu giba z dušilnim učinkom odprtin za plin, s čimer se izognete trdemu udarcu med batom in končnim pokrovom.
Razumna zasnova blažilnika oslabi udarec pri zagonu in ustavitvi, zmanjša splošne vibracije opreme in zmanjša poškodbe zaradi utrujenosti varilnih šivov in pritrdilnih nosilcev. Posebej primeren je za visokofrekvenčne scenarije start-stop, kot so dviganje na vozilu, pristaniški stroji in kmetijska težka oprema.
V industrijskem standardu natančnega sestavljanja je razdalja med vodilom in batnico stabilno nadzorovana na 0,02 mm–0,03 mm.
Premajhna razdalja bo povzročila zatikanje in nemoteno premikanje teleskopa zaradi toplotnega raztezanja, ko temperatura naraste; prevelika zračnost poveča radialno tresenje batnice, kar vodi do koncentrirane ekscentrične obremenitve in enostranske obrabe ter tako skrajša celoten cikel vzdrževanja.
Koaksialnost sestavljanja valja valja, končnega pokrova, vodilne tulke in batnice je ključna kontrolna točka pri izdelavi in montaži.
Hidravlični cilindri s čezmernim odstopanjem koaksialnosti dolgo časa delujejo pod ekscentrično silo, kar močno poveča verjetnost enostranske obrabe tesnila in lokalnih prask na steni valja. To je tudi pomemben tehnični razlog za očitne razlike v življenjski dobi med izdelki iste specifikacije.