Pomen hidravličnih jeklenk sega zunaj njihove funkcionalnosti, da bi zajel njihove zapletene zasnove in proizvodne procese. Ta obsežen vodnik raziskuje svet hidravlične proizvodnje jeklenk, ki pokriva vse, od osnovne strukture teh komponent do zapletenih proizvodnih postopkov. Njegov cilj je poudariti zapletenosti in tankosti, ki sodelujejo pri proizvodnji hidravličnih jeklenk, ki poudarjajo njihovo ključno vlogo v sodobni industriji in nenehni tehnološki napredek na tem področju.
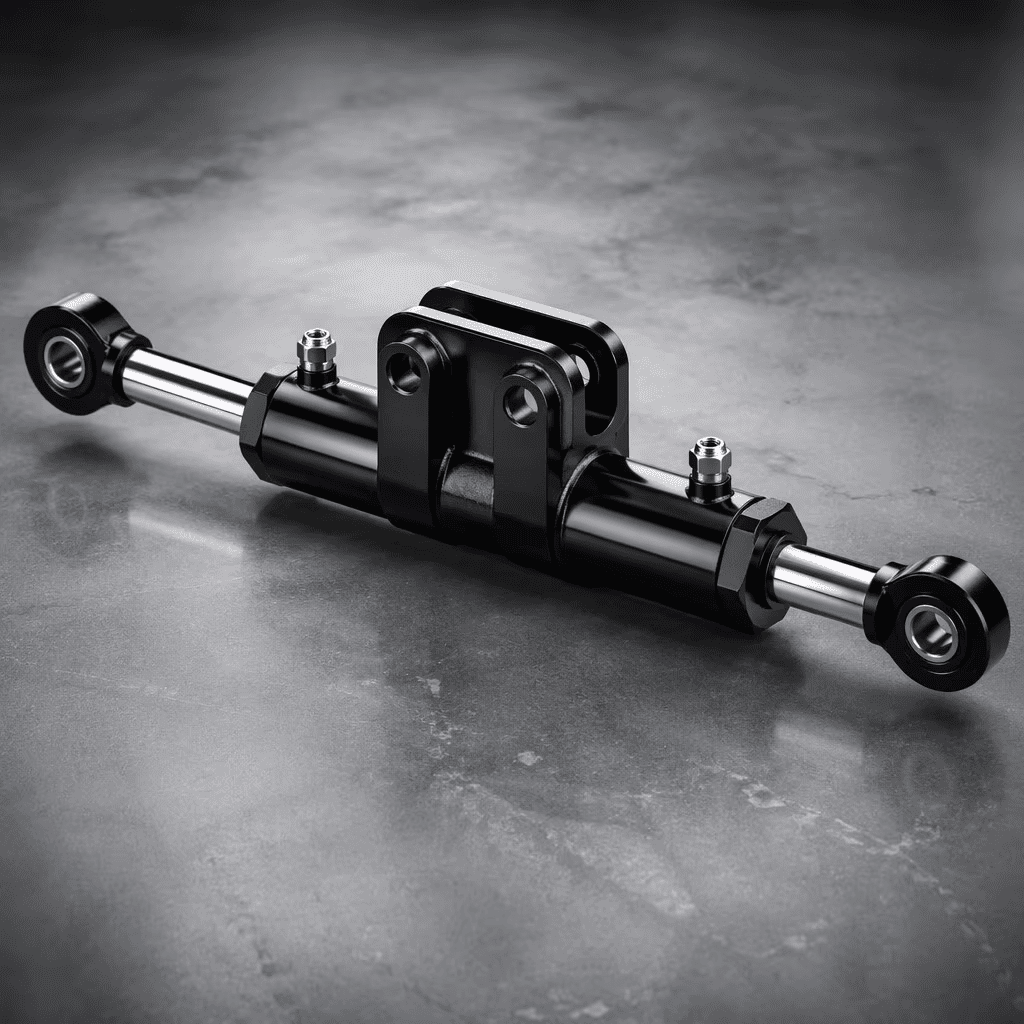
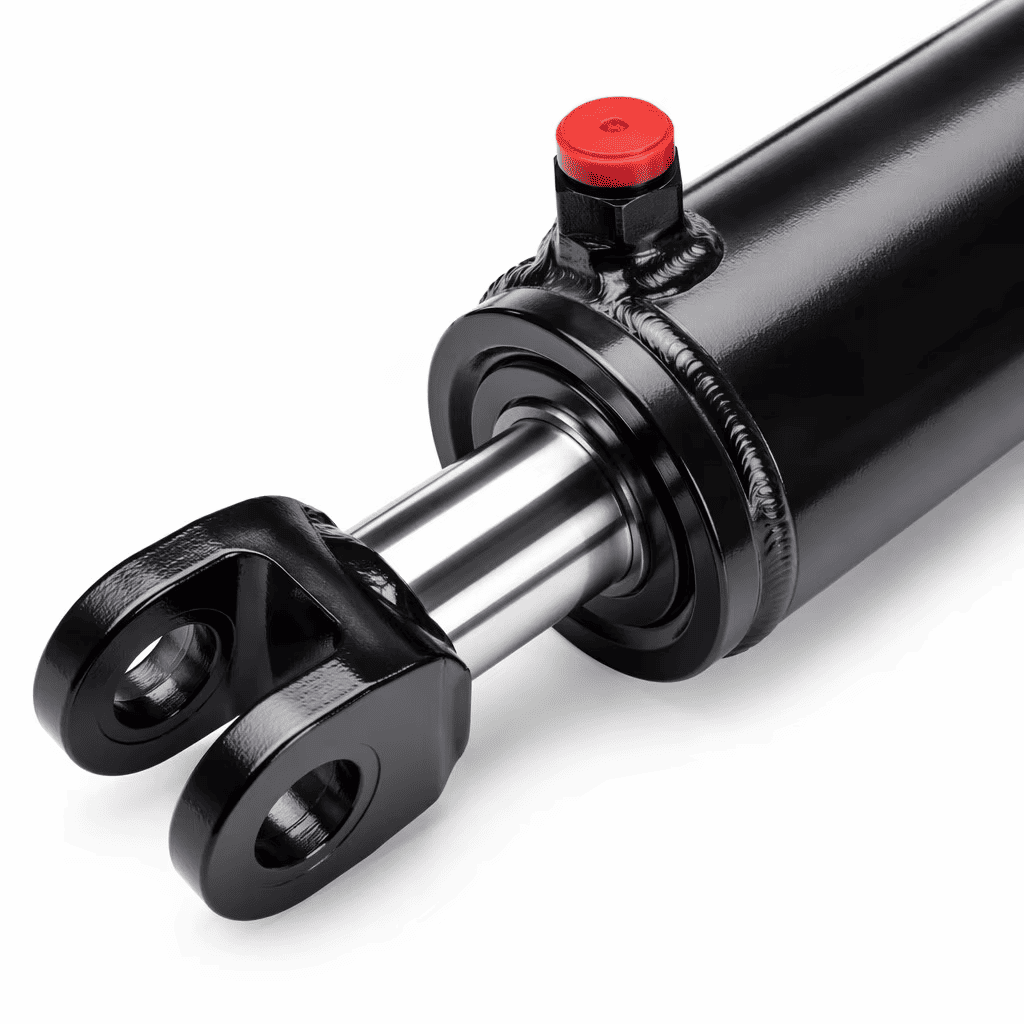
Da bi v celoti cenili prefinjenost hidravlične proizvodnje jeklenk, je bistveno, da najprej razumemo njegovo anatomijo. Hidravlični cilinder je sestavljen iz več ključnih delov, pri čemer vsak služi kritični funkciji pri njegovem delovanju. Te glavne komponente vključujejo sod, bat, batno palico, glavo, osnovo in tesnila. Sod deluje kot truplo valja, ki namešča bat in batno palico. Mora biti močan in trajno, da prenese notranji tlak, ki ga izvaja hidravlična tekočina. Znotraj sode se bat premika naprej in nazaj in deli obe strani valja. Batna palica, ki se razprostira od bata skozi glavo valja, pretvori linearno gibanje bata v uporabno delo. Glava in osnovna pokrov konca soda, ki vsebuje hidravlično tekočino in podpira batno palico. Izbira materiala za te komponente je ključnega pomena in se razlikuje glede na specifično uporabo valja. Na primer, nerjavno jeklo je mogoče izbrati za aplikacije v korozivnem okolju zaradi njegove odpornosti proti rje in poslabšanja.
Pri visokotemperaturnih aplikacijah so izbrani materiali, ki lahko prenesejo toplotno ekspanzijo in stres.
Oblikovalni premisleki so tudi pomemben vidik hidravlične proizvodnje jeklenk. Dejavniki, kot so obremenitev, dolžina poteze, delovni tlak in temperaturni pogoji, določajo zasnovo jeklenke. Na primer, valj, zasnovan za uporabo v hidravlični tiska, bo imel različne specifikacije v primerjavi z enim, ki se uporablja v vesoljskih aplikacijah. Inženirji morajo upoštevati tudi vidike, kot so slog montaže in vrsta hidravlične tekočine, ki jo je treba uporabiti, kar vse vpliva na končno zasnovo in delovanje jeklenke.
V jedru hidravlične proizvodnje jeklenk je faza oblikovanja, kjer se ideje in zahteve prevedejo v betonski načrt. Ta bistveni postopek se začne s temeljito analizo predvidene uporabe hidravličnega valja. Inženirji ocenjujejo različne dejavnike, kot so zmogljivost obremenitve cilindra, velikost, delovni tlak in posebne okoljske razmere, s katerimi se bo srečal. Na primer, cilinder, zasnovan za visokotemperaturno okolje, lahko zahteva različne materiale, kot je namenjen pod vodo.
V tej fazi ima ključno vlogo napredne programske opreme za oblikovanje. Ta orodja omogočajo oblikovalcem, da eksperimentirajo z različnimi konfiguracijami, prepoznajo stresne točke in optimizirajo zasnovo tako za zmogljivost kot za stroškovno učinkovitost. Natančnost je ključna v tej fazi, saj lahko celo manjše napačne izračune znatno vplivajo na funkcionalnost jeklenke.
Po vzpostavitvi trdne zasnove hidravličnega valja se osredotočenost nato premakne v fazo nabave materiala. Ta faza vključuje natančen izbor materialov, ki temeljijo na njihovih lastnostih in posebnih zahtevah aplikacije.
1. Izbira kovine za sod:
Sod hidravličnega valja mora biti sposoben prenesti notranje tlake in se sčasoma upirati obrabi. Pogosto uporabljeni materiali vključujejo jeklo in nerjavno jeklo, izbrano zaradi njihove trdnosti in trajnosti. V nekaterih aplikacijah, kjer je teža kritični dejavnik, je lahko izbran za aluminij za njegovo lahko naravo.
2. Izkoriščanje prave kovine za bate:
Bati morajo biti močni in sposobni vzdrževati svojo obliko pod različnimi pritiski. Materiali, kot sta ogljikovo jeklo in lito železo, so priljubljene odločitve zaradi svoje moči in odpornosti proti deformaciji.
3. Izbira materiala za palice:
Batna palica, ki je izpostavljena zunanjim okoljem, zahteva visoko odpornost proti upogibanju in koroziji. Pogosto se uporablja jeklo z visoko trdnostjo, včasih s kromirano oblogo ali drugimi površinskimi obdelavi za povečanje korozijske odpornosti in površinske trdote.
4. Izdelava kakovostnih tesnil in drugih komponent:
Poleg glavnih kovinskih komponent je enako pomembno nabava kakovostnih tesnil (na primer O-obroče in tesnila). Ta tesnila morajo biti združljiva s hidravlično tekočino, ki se uporablja in lahko prenesejo delovne tlake in temperature.
5. Zaposlovanje okoljskih in aplikacijskih dejavnikov:
V okoljih, za katere so značilni visoki vlažnost ali korozivni pogoji, so potrebni materiali z večjo korozijsko odpornostjo. Podobno so za aplikacije, ki vključujejo visoke temperature, izbrani materiali, ki lahko prenesejo toplotno širitev.
Po nabavi kakovostnih materialov je naslednja kritična stopnja proizvodnje hidravličnih cilindra postopek obdelave in montaže. Ta faza pretvori materiale, ki jih dobijo v bistvene sestavine hidravličnega valja z uporabo natančnih in naprednih tehnik obdelave.
1.Cotting surovine
Prvi korak v fizični proizvodnji hidravličnih jeklenk je rezanje surovin. Ta temeljna faza določa ton kakovosti in natančnosti celotnega proizvodnega procesa.
ZADNJI RAZPOLOŽLJIVO ZA UPORABO SPECITIVA: Surovine, običajno različne stopnje jekla ali drugih kovin, se razrežejo na posebne oblike in velikosti v skladu s podrobnimi oblikovnimi specifikacijami. Za zagotavljanje natančnosti in doslednosti se uporabljajo visoko natančna rezalna orodja in stroji, kot so stroji CNC, laserski rezalniki ali rezalni sistemi WaterJet.
Zagotavljanje združljivosti komponent: natančnost rezanja ne gre samo za spoštovanje dimenzij; Ključnega pomena je tudi za zagotavljanje združljivosti različnih komponent, ki bodo sestavljene za tvorbo hidravličnega valja. Natančno rezanje zagotavlja, da se deli, kot so valjni sod, bat in batna palica, brezhibno prilegajo, kar je bistvenega pomena za učinkovito delovanje valja.
Materialna uporaba in zmanjšanje odpadkov: V tej fazi se šteje učinkovita uporaba materialov za zmanjšanje odpadkov. Za čim večje donos iz vsake materialne serije so uporabljene napredne tehnike rezanja in skrbno načrtovanje.
Priprave za nadaljnjo obdelavo: rezani materiali se nato pripravijo za nadaljnje procese, kot so obdelava, varjenje in montažo. Ta priprava lahko vključujejo čiščenje, razbremenitev in označevanje za identifikacijo.
2.Cromed in obračanje
Ta korak v procesu proizvodnje hidravličnih cilindra je usmerjen v izboljšanje trajnosti in funkcionalnosti specifičnih komponent, zlasti batnih palic.
krom plošča: kromirano oblogo je ključni postopek, pri katerem se na površino batnih palic vklopi tanka plast kroma. Ta plast deluje kot zaščitna ovira pred korozijo, kar je še posebej pomembno v okoljih, kjer je jeklenka lahko izpostavljena vlagi ali jedko snovi. Poleg tega kromova plast povečuje estetsko privlačnost palice, kar ji daje sijoč, poliran videz.
3.Turning
Po kromiranem oblogu se batne palice podvržejo postopku obračanja. Oblikovanje vključuje oblikovanje palic do natančnih dimenzij in toleranc, kot je določeno v zasnovi. Ta postopek se običajno izvede s pomočjo stružnice, kjer se palica vrti proti rezalnim orodjem, da odstrani odvečni material in doseže želeni premer in površinsko obdelavo. Gladkost, dosežena z obračanjem, je ključnega pomena za delovanje bata palice znotraj jeklenke, saj zmanjšuje trenje, kar omogoča bolj gladko gibanje in zmanjšanje obrabe tako na notranjem tesnilu palice kot na valj.
4.Pre je varjenje grmovja
Varjenje navojnih grmov in drugih napeljav je ključni korak v procesu proizvodnje hidravličnih cilindra, saj vključuje ustvarjanje močnih, natančnih sklepov, ki so bistveni za sestavljanje in splošno celovitost.
Tehnike in oprema: Napredne tehnike varjenja, kot sta varjenje TIG (volframo inertni plin) ali varjenje MIG (kovinski inertni plin), se običajno uporabljajo za pritrditev navojnih grmov na komponente valja. Te tehnike so izbrane za svojo natančnost in moč. Izbira metode varjenja je pogosto odvisna od materiala komponent in posebnih zahtev hidravličnega valja.
Zagotavljanje močnih sklepov: varjeni spoji se natančno pregledajo, da se zagotovi, da ne vsebujejo napak, kot so razpoke ali poroznost. Močan zvar je ključnega pomena za trajnost in varnost hidravličnega valja. Postopek varjenja običajno vključuje nadzor temperature in uporabo polnilnih materialov, ki so združljivi z osnovnimi materiali, da se zagotovi robustna vez.
Prilagoditve za vadbo: Po varjenju lahko sestavni deli opravijo popravljene obdelave, kot sta lajšanje stresa ali toplotno obdelavo. Ti procesi pomagajo zmanjšati preostale napetosti in izboljšati moč in žilavost območja zvara.
5.Tube obračanje
Proces obračanja cevi je kritičen korak pri oblikovanju cevi, ki tvorijo sod hidravličnega valja. Ta stopnja se osredotoča na natančnost in pozornost do detajlov, s čimer zagotavlja, da cevi ustrezajo natančnim specifikacijam za premer in površinsko obdelavo.
Upoštevanje pravilnega premera: obračanje cevi vključuje uporabo stružnic ali zavojnih centrov za odstranjevanje materiala iz zunanjosti cevi in jih pripelje do določenega premera. Pravilni premer je bistvenega pomena za pravilno namestitev bata in drugih notranjih komponent, kar zagotavlja nemoteno delovanje in preprečevanje puščanja.
Zagotavljanje gladkosti površine: postopek obračanja je tudi doseči visoko raven gladkosti površine. Gladka notranja površina zmanjšuje trenje med gibljivimi deli, kar poveča učinkovitost in življenjsko dobo jeklenke. Gladkost je ključnega pomena tudi za učinkovito tesnjenje hidravličnega sistema, saj lahko nepopolnosti na površini cevi privedejo do puščanja in zmanjšanja zmogljivosti.
Uniformitost in konsistenca: konsistenca v premeru in površinski zaključki cevi po celotni dolžini je bistvenega pomena za enakomerno delovanje hidravličnega valja. Napredna oprema za obračanje, ki je pogosto računalniško nadzorovana, zagotavlja to doslednost, ki proizvaja cevi, ki so enakomerne dimenzije in kakovosti.
6.BOTTOMS IN DODATKI VARJENJE V TEBU
Varjenje dna in potrebne dodatke na cevi je ključni korak pri proizvodnji hidravličnih jeklenk. Ta postopek vključuje pritrditev končnih pokrovčkov in drugih komponent v cev, ki tvori telo valja, pri čemer zagotavlja, da je zatesnjen in sposoben delovati pod visokim pritiskom.
Odstranjevanje dna do cevi: Končni pokrovčki ali dna so varjeni na enega ali obeh koncev cevi. Ta naloga zahteva natančnost, saj morajo biti zvari močni in neprepustni, da prenesejo notranji tlak hidravlične tekočine. Kakovost zvarov je bistvena za ohranjanje celovitosti in varnosti valja. Če dna niso pravilno varjena, lahko pod pritiskom ne uspejo, kar predstavlja znatna tveganja tako za opremo kot za operaterje.
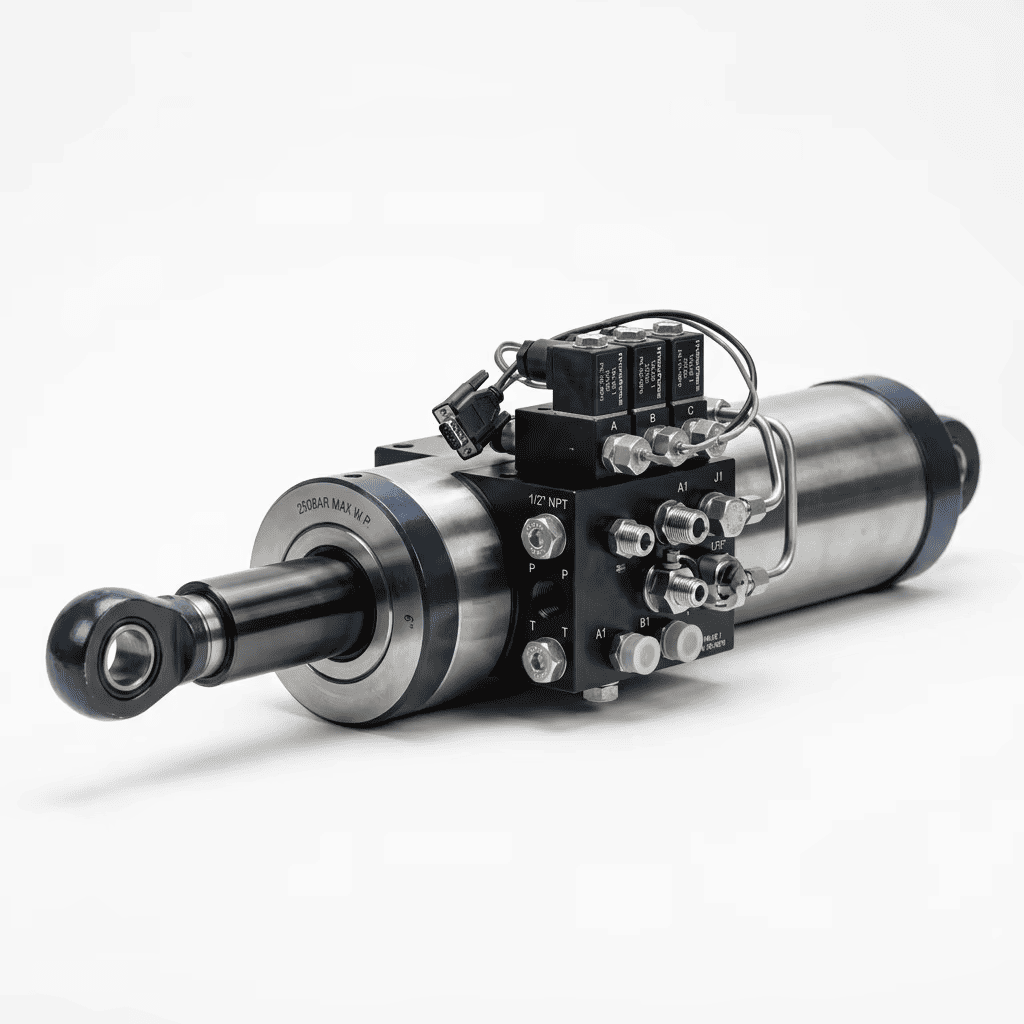
Zasejanje potrebnih dodatkov: Poleg dna se na cev tudi zvarijo tudi drugi dodatki, kot so pritrdilna nosilca, vrata za vhod in izhod iz hidravlične tekočine ter senzorji. Te komponente morajo biti nameščene in pritrjene z veliko natančnostjo, da se zagotovi ustrezna poravnava in funkcionalnost v končnem sklopu.
Zagotavljanje zaprtega telesa valja: postopek varjenja je natančno izveden, da se zagotovi, da je telo valja popolnoma zaprto. To tesnjenje je ključnega pomena za učinkovito delovanje valja, saj lahko vsako uhajanje hidravlične tekočine povzroči izgubo moči in učinkovitosti. Tehnike, kot je varjenje TIG (volfraten inertni plin), se običajno uporabljajo, ker zagotavljajo močne, natančne zvare, primerne za visokotlačne aplikacije.
7.Polish

Faza poliranja v hidravlični proizvodnji jeklenk je ključni postopek, ki sledi varjenju, katerega namen je izboljšati tako estetsko privlačnost kot funkcionalno kakovost komponent.
Razumevanje gladkega zaključka: poliranje se izvaja predvsem za zgladitev zunanjih površin komponent hidravličnih valj, zlasti tistih, ki so bili varjeni. Ta postopek vključuje uporabo abrazivov za odstranjevanje vseh zvara, oksidacijske plasti in površinske nepopolnosti. Cilj je doseči enoten, gladek zaključek, ki ne samo da izgleda profesionalno, ampak tudi zmanjšuje tveganje za korozijo in materialno utrujenost.
Priprava za nadaljnje obdelavo: V nekaterih primerih poliranje služi kot pripravljalni korak za nadaljnje površinske obdelave, kot so barvanje, prevleka ali obloge. Gladka, čista površina zagotavlja boljšo oprijem in učinkovitost teh obdelav.
8.Intall
Faza namestitve ali montaže v proizvodnji hidravličnih cilindra je tam, kjer so različni obdelani in obdelani komponenti združeni, da tvorijo popolno enoto.
ZADNJI ZADRŽEVANJA KOMENTION: Proces sestavljanja vključuje sestavljanje glavnih komponent hidravličnega valja: bat, batno palico, tesnila in telo valja (cev). Vsaka komponenta je treba skrbno namestiti v pravilnem vrstnem redu in orientaciji. Običajno je bat pritrjen na batno palico in ta sklop se nato vstavi v telo valja.
Namestitev tjulnjev in tesnil: Tesnila in tesnila so ključnega pomena za vzdrževanje hidravlične celovitosti valja. Preprečujejo puščanje hidravlične tekočine in zagotavljajo, da lahko jeklenka ustvari in prenese potreben tlak. Namestitev teh tesnil zahteva natančnost, da se izognete poškodbam in zagotovite, da so pravilno sedeče.
Zasejanje zunanjih komponent: Ko je notranji sklop končan, so priložene zunanje komponente, kot so končne pokrovčke, pritrdilne nosilce in vrata za hidravlične povezave. Te komponente so pogosto pritrjene ali varjene na telo jeklenke, njihova varna pritrditev pa je ključnega pomena za celotno funkcionalnost in varnost jeklenke.
9. Painting
Faza slikanja v hidravlični proizvodnji jeklenk je zadnji korak, ki končnemu izdelku doda tako estetsko vrednost kot zaščitno funkcionalnost.
Pridobivanje estetske privlačnosti: slikarstvo zagotavlja hidravlični valj s poliranim, profesionalnim videzom, ki je lahko ključnega pomena za zadovoljstvo strank in zaznavanje blagovne znamke. Dobro izpolnjen izdelek pogosto signalizira visoko kakovost, slikarstvo pa omogoča prilagajanje z barvami podjetij ali oblikovalskih shemah in s tem poveča tržno privlačnost izdelka.
Protektivna plast proti okoljskim elementom: barva služi kot ovira proti okoljskim dejavnikom, kot so vlaga, prah, kemikalije in UV sevanje. Ta zaščita je še posebej pomembna za jeklenke, ki se uporabljajo v zunanjih nastavitvah ali ostrih industrijskih okoljih. Z varovanjem pred korozijo in obrabo barva podaljša življenjsko dobo hidravličnega valja in tako zagotavlja, da ostane funkcionalna in sčasoma ohranja svojo celovitost.
Postopek uporabe: Pred barvanjem se površina jeklenke običajno predhodno obdela za odstranjevanje olj, prahu ali drugih onesnaževal. Ta priprava lahko vključuje razmaščevanje, peskanje ali uporabo temeljnega premaza. Izbira metode barve in uporabe (razprševanje, potapljanje itd.) Je odvisna od materiala valja, predvidene uporabe in okolja, v katerem bo deloval.
Dražitev in strjevanje: po nanosu barve je valj skozi postopek sušenja in strjevanja. Glede na vrsto barve lahko to vključuje uporabo pečice ali toplotne svetilke za pospešitev strjevanja ali omogočanje, da se naravno posuši na dobro prezračenem območju.
V tem obsežnem priročniku smo raziskali zapleten svet hidravlične proizvodnje cilindra in odkrili vsako kritično stopnjo v proizvodnem procesu. Hidravlični cilindri igrajo ključno vlogo v številnih panogah, razumevanje njihovega proizvodnega procesa pa je bistvenega pomena za vsakega kupca.